

東莞市萬洋環境科技有限公司


主要功能
● 依據里氏硬度測量原理,開機即顯示里氏測值界面。
● 菜單式操作,信息豐富、直觀。
● 高亮度LED背光方便在光線灰暗環境使用。
● 自動休眠、自動關機等節電功能,低功耗設計。
● 鋰電池充電,可持續工作10小時。
適用材料
鋼和鑄鋼、合金工具鋼、不銹鋼、灰鑄鐵、球墨鑄鐵、鑄鋁合金、銅鋅合金(黃銅)、銅錫合金(青銅)、純銅、 鍛鋼。
主要用途
1、已安裝的機械或永固性組裝部件
2、模具型腔、重型工件
3、壓力容器、汽輪發電機組及其設備的失效分析
4、測量空間很狹小的工件、軸承及其它零件
5、金屬材料倉庫的材料區分、大型工件大范圍內多處測量部位的檢驗
6、軸承檢測硬度時需要注意其軸承直徑,若直徑太小需要選擇異型支撐環
|
項目 |
WAY-180 |
|
示值誤差 |
±0.3%(HL=800/±2HL) |
|
硬度值 |
HL/HRC/HRB/HB/HV/HS/HRA/σb(rm) |
|
可識別沖擊裝置類型 |
D型 |
|
測量角度 |
全角度 |
|
存儲容量 |
300個數據 |
|
統計 |
平均值、最大值、最小值 |
|
電源 |
3.7V鋰離子充電電池,可連續工作40小時 |
|
儀器體積 |
148×44×22(mm) |
|
凈重 |
110g |
|
標準 |
符合GB/T 17394-1998,ASTM A956標準 |
|
沖擊裝置 D HLD:170-960 可定制其他沒有標出的硬度值 |
|||||||
|
試驗材料/硬度制 |
HRC |
HRB |
HB |
HV |
HS |
HRA |
σb(N/mm2) |
|
鋼和鑄鋼 |
20.0-67.9 |
59.6-99.5 |
80-647 |
80-940 |
32.5-99.5 |
30-88 |
375-1710 |
|
合金工具鋼 |
20.5-67.1 |
80-898 |
1170-2639 |
||||
|
不銹鋼 |
19.6-62.4 |
46.5-101.7 |
85-655 |
85-802 |
740-1725 |
||
|
灰鑄鐵 |
21-59 |
24-100 |
93-334 |
90-698 |
|||
|
球墨鑄鐵 |
21-60 |
24-100 |
131-387 |
96-724 |
|||
|
鑄鋁 |
24-85 |
30-159 |
75-227 |
||||
|
銅鋅合金(黃銅) |
13.5-95.3 |
40-173 |
|||||
|
銅錫合金(青銅) |
14-100 |
60-290 |
|||||
|
純銅 |
14-100 |
45-315 |
|||||
|
鍛鋼 |
142-651 |
||||||
注:使用里氏硬度計測量時需被測工件適合相應的測試條件,主要是三方面的要求:工件重量不小于2KG,小的厚度不小于10mm,表面粗糙度不大于1.6um,在不適合上述條件時需要穩固支撐或密實耦合!
沖擊裝置
|
沖擊裝置 |
DC/D(標配)/DL/DS |
D+15 |
C |
G |
|
沖擊能量 |
11mj |
11mj |
2.7mj |
90mj |
|
沖擊體質量 |
5.5/5.5/7.2/5.5 g |
7.8 g |
3.0 g |
20 g |
|
球頭硬度 |
1600 HV |
1600 HV |
1600 HV |
1600 HV |
|
球頭直徑 |
3 mm |
3 mm |
3 mm |
5 mm |
|
球頭材料 |
碳化鎢 |
碳化鎢 |
碳化鎢 |
碳化鎢 |
|
沖擊裝置直徑 |
20/20/6/20 mm |
20 mm |
20 mm |
30 mm |
|
沖擊裝置長度 |
86/147/202/138 mm |
162 mm |
141 mm |
254 mm |
|
沖擊裝置重量 |
50/75/60/70 g |
80 g |
75 g |
250 g |
|
試件硬度上限 |
940/940/950/940 HV |
940 HV |
1000 HV |
650 HB |
|
試件表面平均度Ra |
1.6 μm |
1.6 μm |
0.4 μm |
6.3 μm |
|
沖擊裝置適用范圍 |
DC型測量內孔或圓柱筒內; |
D+15型接觸面細小,加長,適宜測量溝槽或凹入的表面。 |
C型沖擊力小,對被測表面損傷很小,不破壞硬化層,適合測量小輕薄部件及表面硬化層。 |
G型測量大厚重及表面較粗糙的鑄鍛件。 |
示值誤差和示值重復性
|
序號 |
沖擊裝置類型 |
標準里氏硬度塊硬度值 |
示值誤差 |
示值重復性 |
|
1 |
D |
760±30HLD |
±6 HLD |
6 HLD |
里氏硬度計符合標準
1、GB/T 17394.1-2014《金屬材料 里氏硬度試驗 第1部分:試驗方法》
2、GB/T 17394.2-2012《金屬材料 里氏硬度試驗 第2部分:硬度計的檢驗與校準》
3、GB/T 17394.3-2012《金屬材料 里氏硬度試驗 第4部分:標準硬度塊的標定》
4、GB/T 17394.4-2014《金屬材料 里氏硬度試驗 第4部分:標準值換算表》
5、設計依據標準:《里氏硬度計技術條件》 JB/T 9378-2001
被測試樣表面的要求
試樣表面的狀況應符合測試范圍表格中的有關要求。
● 試樣表面溫度不能過高,應小于120℃。
● 試樣表面粗糙度不能過大,否則會引起測量誤差。試樣的被測表面露出金屬光澤,并且平整、光滑、不得有油污。
● 試樣重量的要求:對大于5kg的重型試樣,不需要支撐;重量再2-5kg的試件、有懸伸部分的試件及薄壁試件在測試時應用物體支撐,以避免沖擊力引起試件變形、變曲和移動。對中型試樣,置于平坦、堅固的平面上,試樣平穩放置,不得有晃動。
● 曲面試樣:試樣的試驗面是平面。當被測表面曲率半徑R小于30mm(D、DC、C、DL型沖擊裝置)和小于50mm(G型沖擊裝置)的試樣在測試時應使用小支承環或異型支承環。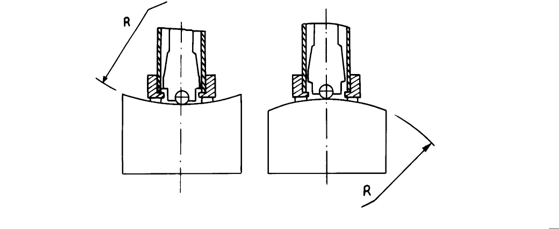
● 試樣應有相應的厚度,試樣小厚度應符合沖擊裝置表規定。
● 對于具有表面硬化層的試樣,硬化層深度應符合沖擊裝置表規定。
● 耦合
1)對輕型試樣,需要與堅固的支承體緊密耦合,兩耦合表面需要平整、光滑、耦合劑用量不要太多,測試方向需要垂直于耦合平面;
2)當試樣為大面積板材、長桿、彎曲件時,即使重量、厚度較大仍可能引起試件變形和失穩,導致測試值不準,故應在測試點的背面穩固固或支承。
● 試樣本身磁性應小于30高斯
測量方法
● 按動沖擊裝置上部的釋放按鈕,進行測試。此時要求試樣、沖擊裝置、操作者均穩定,并且作用力方向應通過沖擊裝置軸線。
● 試樣的每個測量部位一般進行五次試驗。數據分散不應越過平均值的±15HL。
● 任意兩壓痕之間距離或任一壓痕中間距試樣邊緣距離應符合下表規定。
● 對于特定材料,欲將里氏硬度值較準確地換算為其他硬度值,需要作比較試驗以得到相應換算關系。方法是:用檢定合格的里氏硬度計和相應的硬度計分別在同一試樣上進行試驗。對于硬度值,在三個以上需要換算的硬度壓痕周圍均勻分布地各測定5點里氏硬度,用里氏硬度平均值和相應硬度平均值分別作為對應值,作出硬度比較曲線,比較曲線至少應包括三組對應的數據。
|
沖擊裝置類型 |
兩壓痕中間間距 (mm) |
壓痕點距試樣邊緣距離 (mm) |
|
D |
3 |
5 |
|
故障現象 |
原因分析 |
排除方法 |
|
不開機 |
電量耗盡 |
及時電池 |
|
測值不準 |
沖擊裝置球頭磨損 |
更換球頭 |
|
測值偏差 |
校準值失效 |
重新校準 |
● 使用完畢后,應將沖擊體釋放;
● 沖擊裝置內嚴禁使用潤滑劑。
2. 正常維修程序
● 當用標準洛氏硬度塊進行檢定時,誤差均大于2HRC時,可能是球頭磨損失效,應考慮更換球頭或沖擊體。
● 當硬度計出現其它不正常現象時,請用戶不要拆卸或調節固定裝配之零部件,填妥保修卡后,交由我公司維修部門,執行保修條例。
異性支撐環(選配) 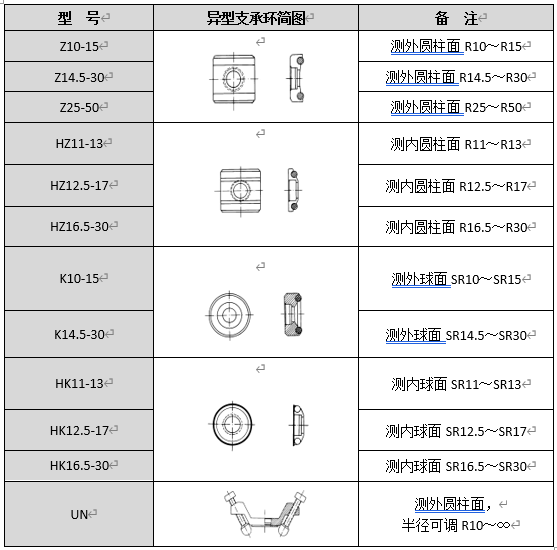





 添加微信
添加微信